適合業種・加工物
研削盤 各種機械部品 各種機械部品研削盤 工作機械 工作機械ベッド・コラム
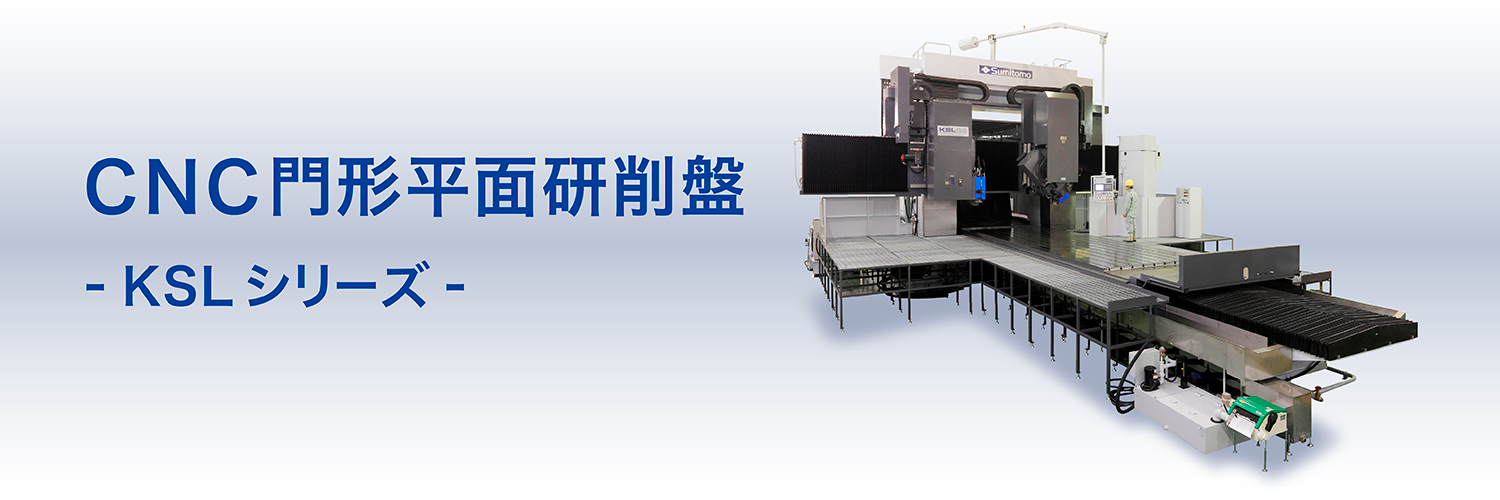
製品の特徴
高精度
- 高剛性構造
- 熱変位抑制
- 精密スピンドル
- 振動抑制
- 精密送り機構
- 研削液温度制御
豊富な周辺技術(特別仕様)
- 研削代自動計測装置
- クラウニング装置
- といし自動交換装置
- パレットチェンジャー
- タンデムテーブル方式
優れた操作性
- CRT内蔵集中ペンダント(現在位置表示)(研削プログラム表示)
- スパークオンコントロール
- CNC自動運転
高精度
横軸といし頭
- といし頭の上下・左右送りは、確実な送りが得られるACサーボモーター・精密ボールネジ駆動です。
- 案内面は摩擦抵抗の少ないフッ素系樹脂板によるすべり案内面です。
ドレッシング装置
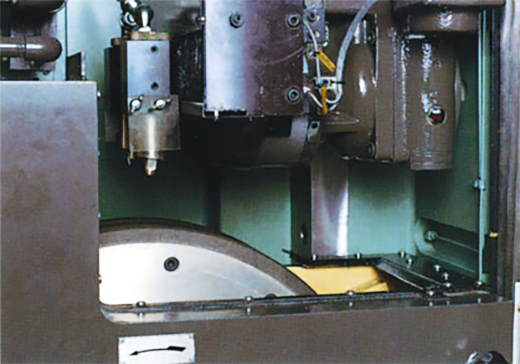
- ドレッシング送りは油圧駆動で精密仕上アリミゾ案内面を採用しています。
- インデックスカップリング(5°とび)により傾斜面ドレッシングも自動で行われます。(特別仕様)
- プログラム運転により、ドレス切込、といしカバーの開閉等が自動で行われます。
静圧といし軸
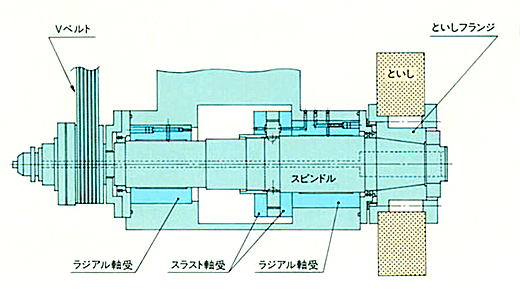
といし軸は高剛性・高精度・低振動の静圧軸受構造を採用しています。
旋回といし頭
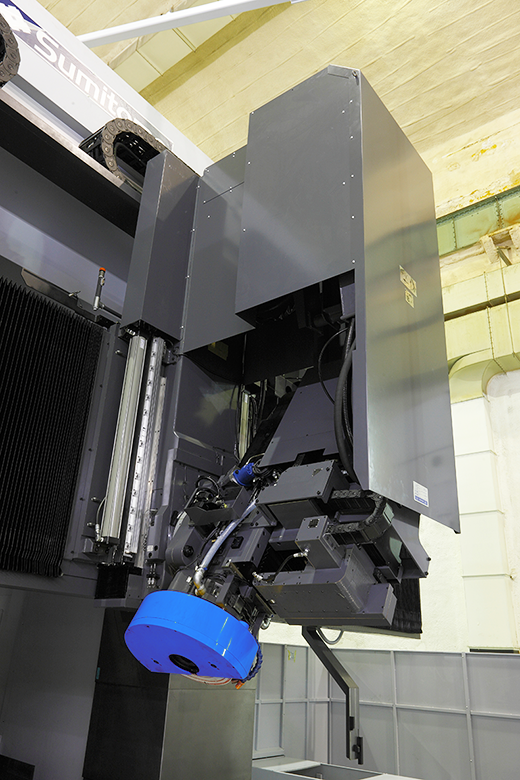
- といし軸の旋回は5°とびのインデックスカップリングにより精密な割出しが自動で行われます。
- といし頭の上下・左右送りは、確実な送りが得られるACサーボモータ・精密ボールネジ駆動です。
- 案内面は摩擦抵抗の少ないフッ素系樹脂板によるすべり案内面です。
- といし頭本体に取付けた上下・前後送りの2軸同時制御により、任意角度の自動ドレッシングを可能にしています。
ドレッシング装置
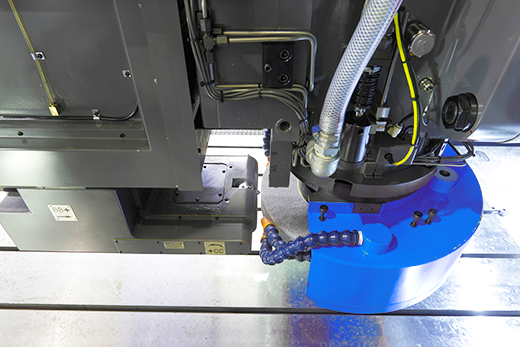
クロスレール右端下部に取付けたダイヤモンドツールに対し、といし頭自身の送りで、各種といし形状のドレッシングが自動で行われます。(特別仕様)
スピンドル
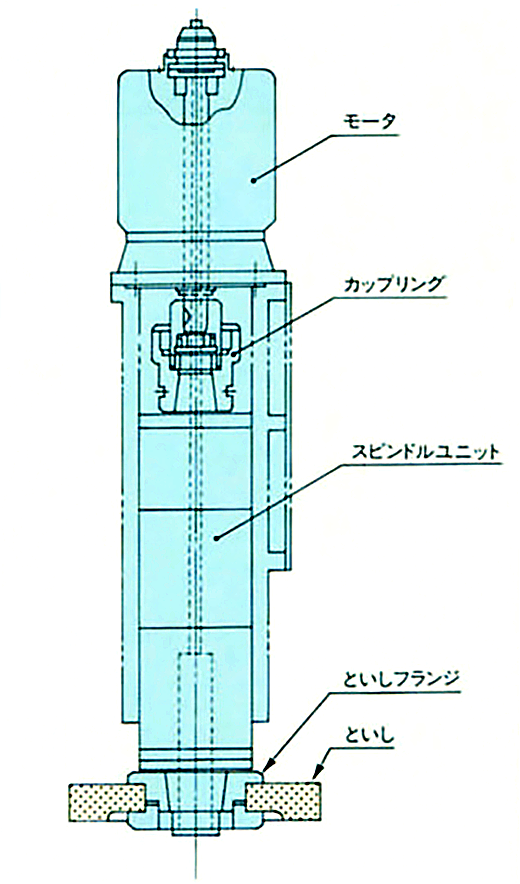
といし軸は、高剛性超精密級ベアリングを採用したスピンドルユニット方式です。
優れた操作性
ペンダント操作箱

CNC操作盤を内蔵したペンダント操作箱は、各といし頭の送り、テーブルの駆動等の手動運転操作、および単純なサイクル研削の設定・NCプログラムの編集・MDI操作等、本機の全ての運転操作ができます。
研削モードの設定
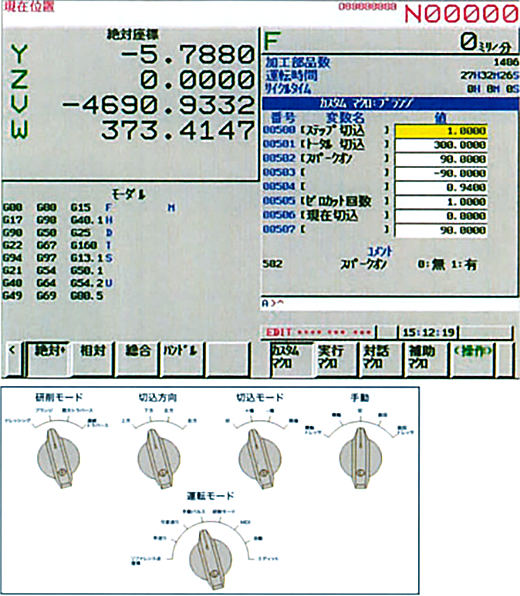
マニュアル運転の際のプランジ研削、トラバース研削等の研削モードは、変数への数値入力およびセレクトスイッチにより、容易に設定することができます。
スパークオンコントロール装置
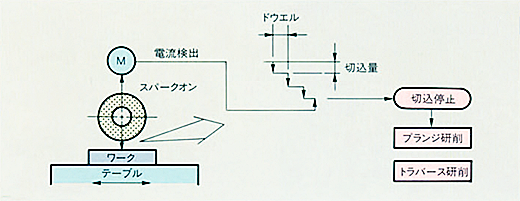
本装置は、ワークにといしを自動的に接近させ、といしがワークに接触する時のといし軸駆動用モータの負荷変動により、接近を自動的に停止する装置です。接近の方向は、横軸といし頭の下方向および旋回といし頭の上下・左右方向です。
CNC自動運転
- 各といし頭の上下・左右送り、テーブル駆動、ドレッサ等全ての動作がCNC制御装置により運転されます。
- 量産加工物に対しては、オペレータのノウハウを充分織り込んだNCプログラムによる全自動運転ができます。
- 多種少量の加工物に対しては、オペレータが簡単に設定できるプリセット方式のサイクル運転もできます。
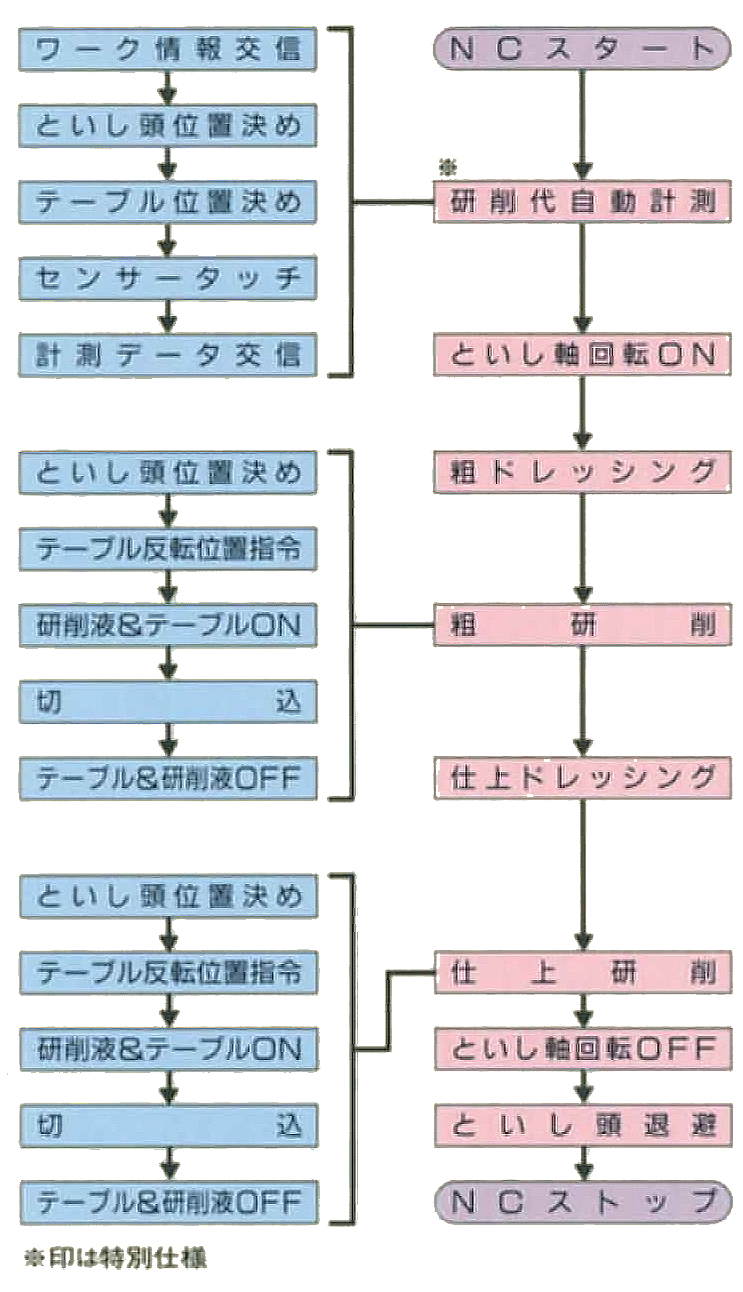
研削フローチャート
CNC制御装置の仕様
| 項目 | 仕様 |
|---|---|
| CNC制御装置 | FANUC Series 31i |
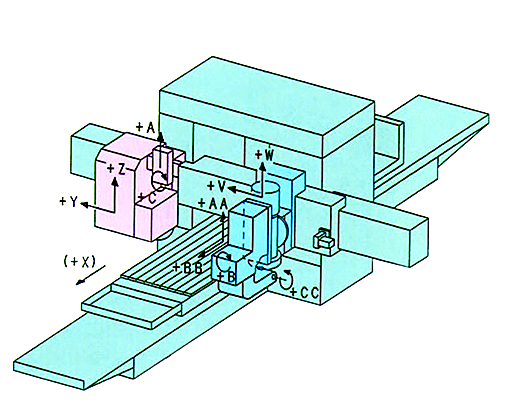
| 制御輪 ( )は付加軸 |
Y, Z, V, W, A, (X), B, *C, AA, BB, CC |
| 同時制御軸 | 4軸(位置決めおよび直線補間) |
| 最小設定単位 | 0.001mm |
| テープコード | EIAまたはISO(自動判別) |
| 小数点入力 | 有 |
| 旱送り速度 | 6000mm/min (Y, V軸) 3000mm/min (Z, W軸) |
| 旱送りオーバライド | 0%,25%,50%,100% |
| 送り速度指令 | mm/min単位 F4桁直接指定 |
| 送り速度範囲 | (手動)0〜1500mm/min(21ノッチ) (自動)F4桁指令 |
| 送り速度オーバライド | 0〜200% |
| LCD&MDIパネル | 10.4inch(*15inch)カラー&フルキーボード |
| カスタムマクロ | 有 |
| 指令方式 | アブソリュート/インクレメンタル併用指令 |
| テープ記憶長 *1) | 640m *最大20480m |
| 工具補正個数 *1) | 999個 *最大2000個 |
| 登録プログラム個数 *1) | 500個 *最大4000個 |
| カスタムマクロ コモン変数 *1) | 600個 |
| リファレンス点復帰 | 第1、第2 *1) 第3、第4 |
| 位置検出方式 | パルスコーダによるセミクローズドループ方式 |
| 座標系および座標系設定 | G92, G52, G53, G54〜G59 |
| 各種懺能 |
|
*特別仕様
*1) 当社作成の標準研削プログラムによる使用量を含みます。
豊富な周辺技術(特別仕様)
研削代自動計測装置
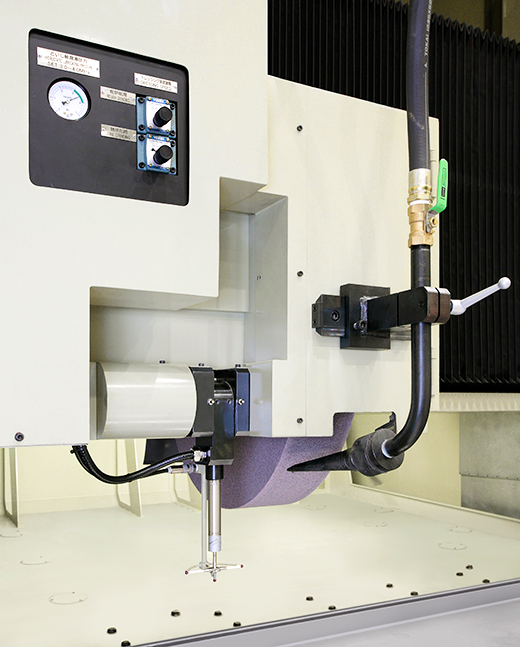
といし頭に装備された本装置により、研削面のワーク精度を自動計測します。計測は全てNCプログラムにより自動的に行われ、計測結果は、研削面の位置、およびワークの研削代としてNC装置に自動的にインプットされます。これにより、従来に比べて加工前の計測時間が短縮され、全自動研削ができます。
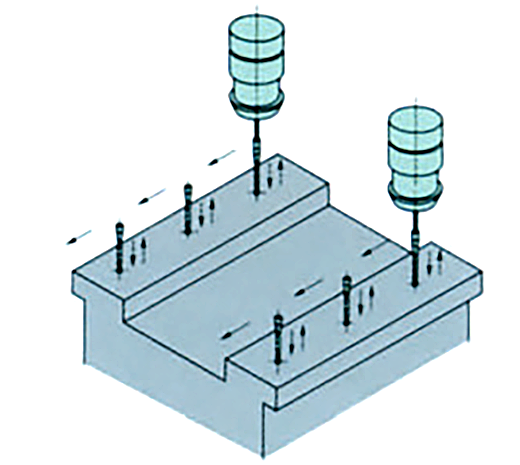
研削代の計測
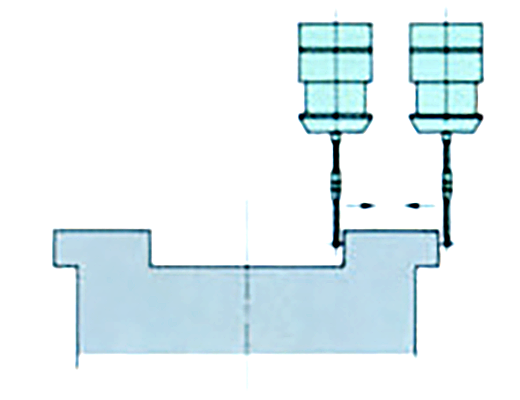
厚みの計測
クラウニング装置
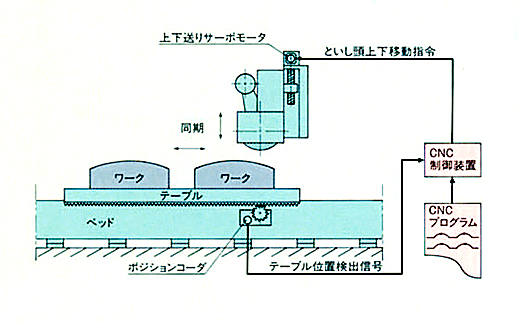
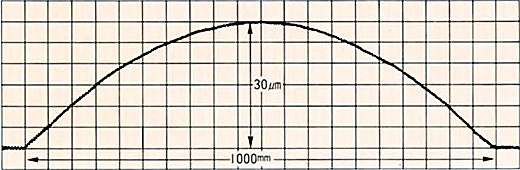
- あらかじめインプットされたプログラムにより、といし頭の上下方向または左右方向(旋回といし頭)の動きはテーブルの動きに同期して制御されていますので、加工物の曲線研削が可能です。これにより、オペレータの熟練技術による操作が不要となり、制度の安定化が得られます。
- 中高、中低形状の設定はNCプログラムにより行いますので、形状の変更、追加が容易で複数ワークの同時研削もできます。
といし自動交換装置
- 本装置は、旋回といし頭に使用する各種といしを自動で交換する装置です。
- といし交換は、といし・フランジおよびといしカバー一体で行われます。
- といしフランジのクランプは皿バネにより、アンクランプは油圧により行われます(プルスタッド方式)。
- といし交換後、といしの動的バランスが自動修正されます。また、収納するといしの個数により下記方式が選択できます。
- ロータリマガジン方式(4個)
- パレット並列方式(といし個数追加可能)

ロータリマガジン方式

パレット並列方式
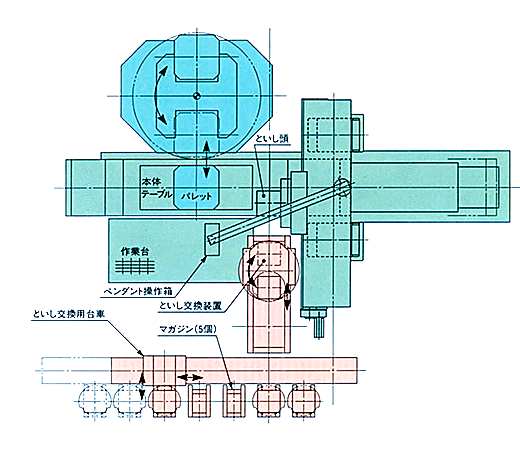
パレット並列方式といし自動交換装置
パレットチェンジャー
8面ロータリパレットプール方式
- ワークの搬入・搬出および段取時間を削減することにより、大幅に効率をアップし、同時に無人化が図れます。
- スペースやレイアウトを考慮した各種パレットチェンジャーも採用できます。
- 8面ロータリパレットプール方式
- 立体パレットプール方式
- マシニングセンタ、5面加工機等のパレットを共用することにより、総合的なFA化が図れます。
立体パレットプール方式
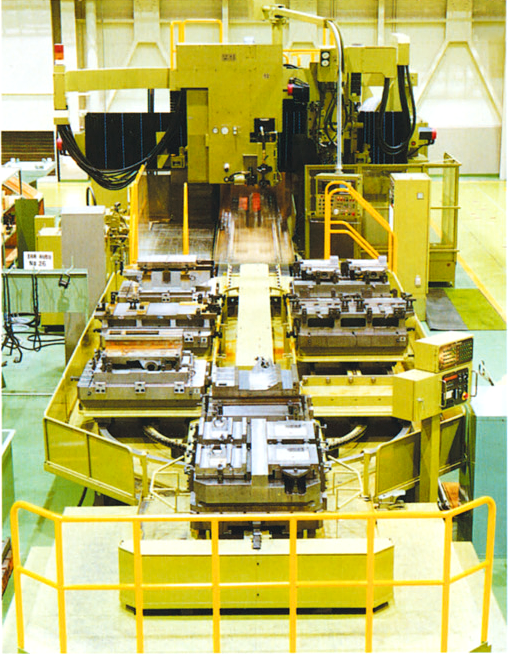
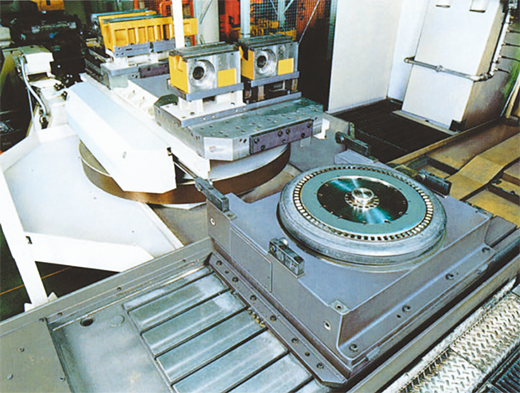
タンデムテーブル方式
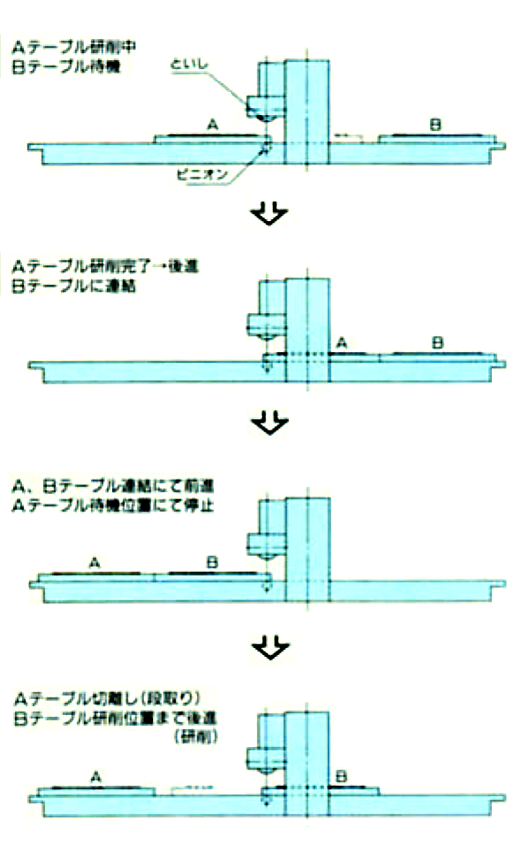
段取時間の削減による稼働率の向上と、大物ワークの高精度研削を両立させたタンデムテーブル方式です。
テーブルAで研削中、テーブルBは停止していますので、機械の稼働中にワークの取付け、取りはずしおよび計測等ができ、機械の稼動率がアップします。なおテーブルAとテープルBとの連結および切離しは自動で行われます。また、テーブルAとテーブルBを連結した状態でも使用できますので、長尺ワークも研削できます。

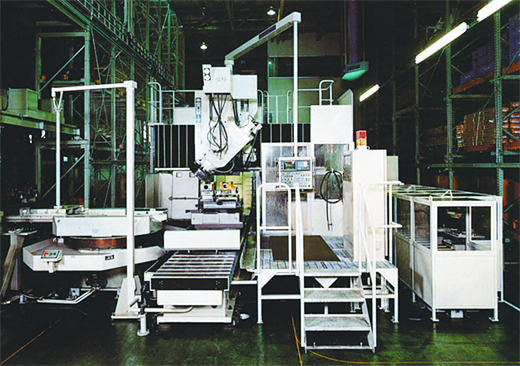
グラインディングセンター
- といし自動交換装置ならびにパレットチェンジャーを装備した、クロスレール固定。
- 旋回といし頭1頭タイプのCNC平面研削盤です。
特別付属品
研削液処理装置
対象ワーク・要求面粗度等により、下記から選択できます。
- マグネチッククーラントセパレータ
- ペーパーフィルター付マグネチッククーラントセパレータ
- その他


研削液温度制御装置

研削液の温度は、研削液タンクに設けられたクーラーとヒータにより、常に機械本体の温度に追従して制御されます。
熱変位抑制
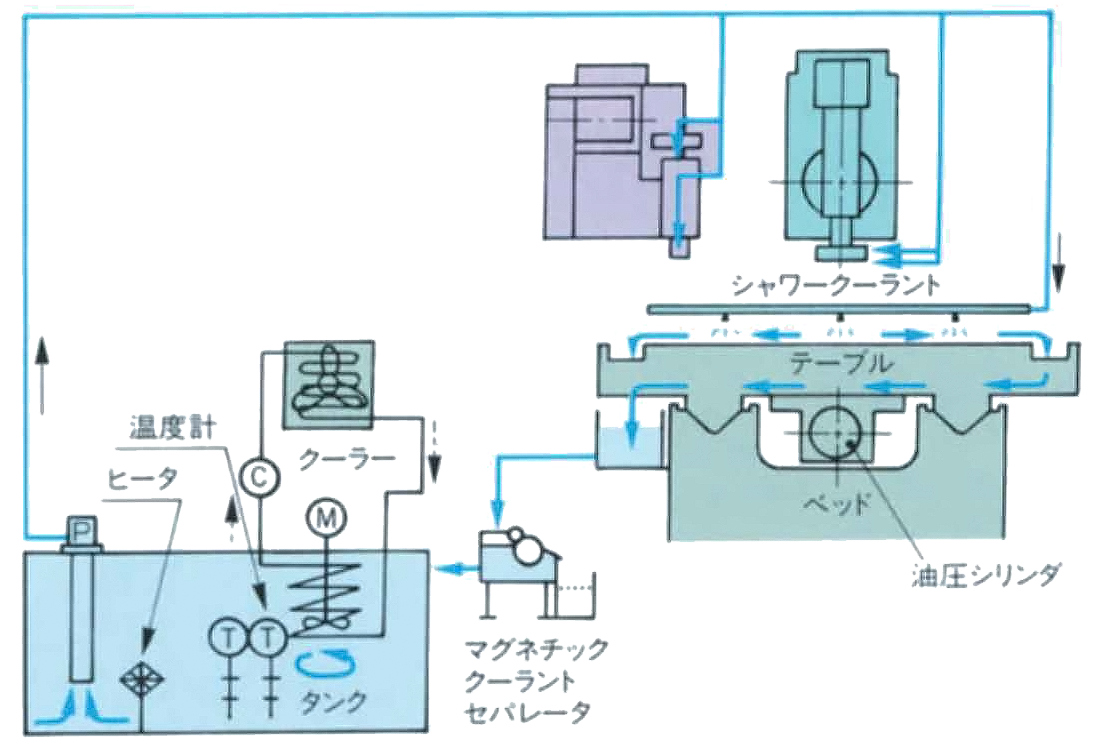
テーブル内部に研削液を通過させることにより油圧シリンダの発熱によるテーブル本体の熱変位を抑制し、安定したテーブル運動によりいつでも仕上研削が可能です。
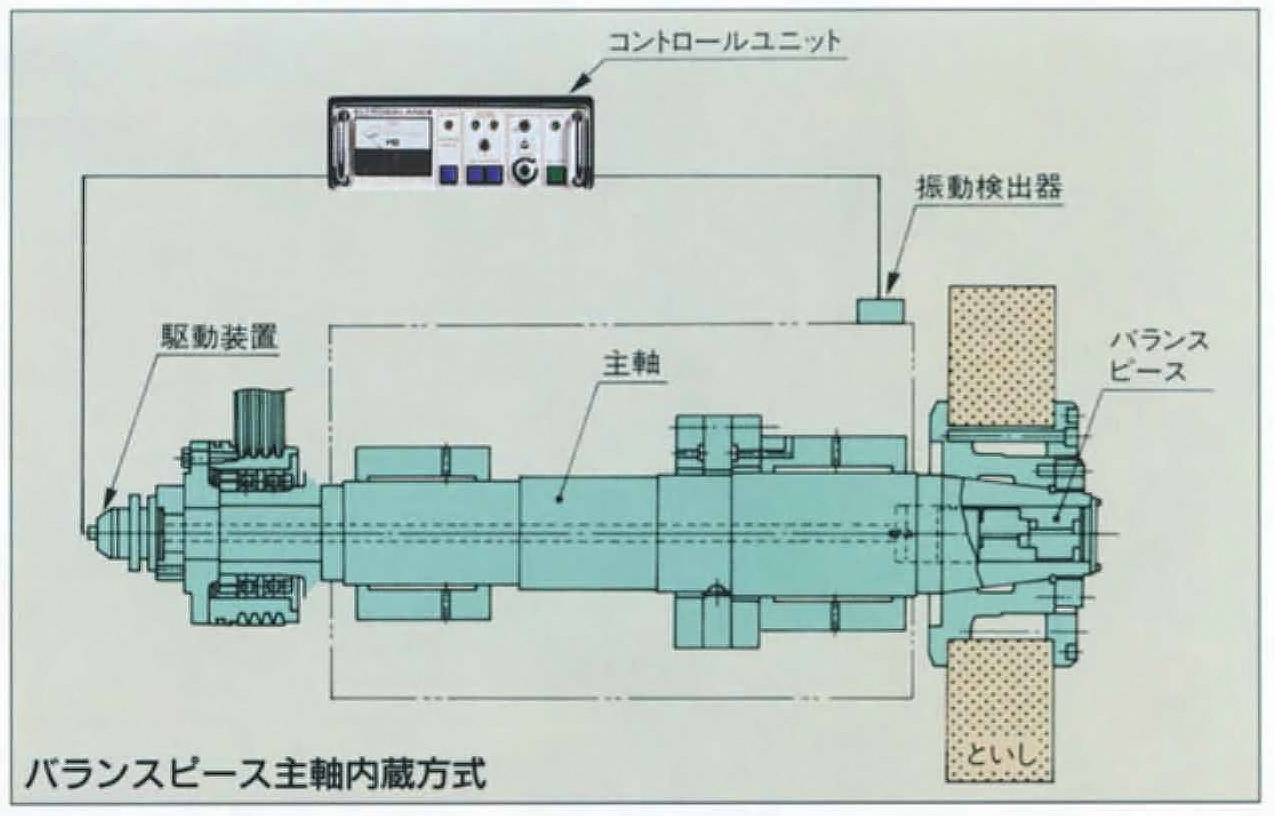
といし動的バランス装置
といし軸回転中にといしの動的バランスが簡単に修正できます。なお、方式には下記2通りがあります。
- バランスピース主軸内蔵方式
といし軸先端部に内蔵した2個の扇形バランスピースの回転角をコントロールすることにより、といしの動的バランスをとる方式です。 - 対話式バランス装置
といし軸回転中のアンバランス振動値ならびにといしフランジに設けた3個のバランスピースの適正角度を自動的に表示することにより、簡単にといしの動バランスを最小化することが可能です。一旦バランスをとれば長時間維持できます。

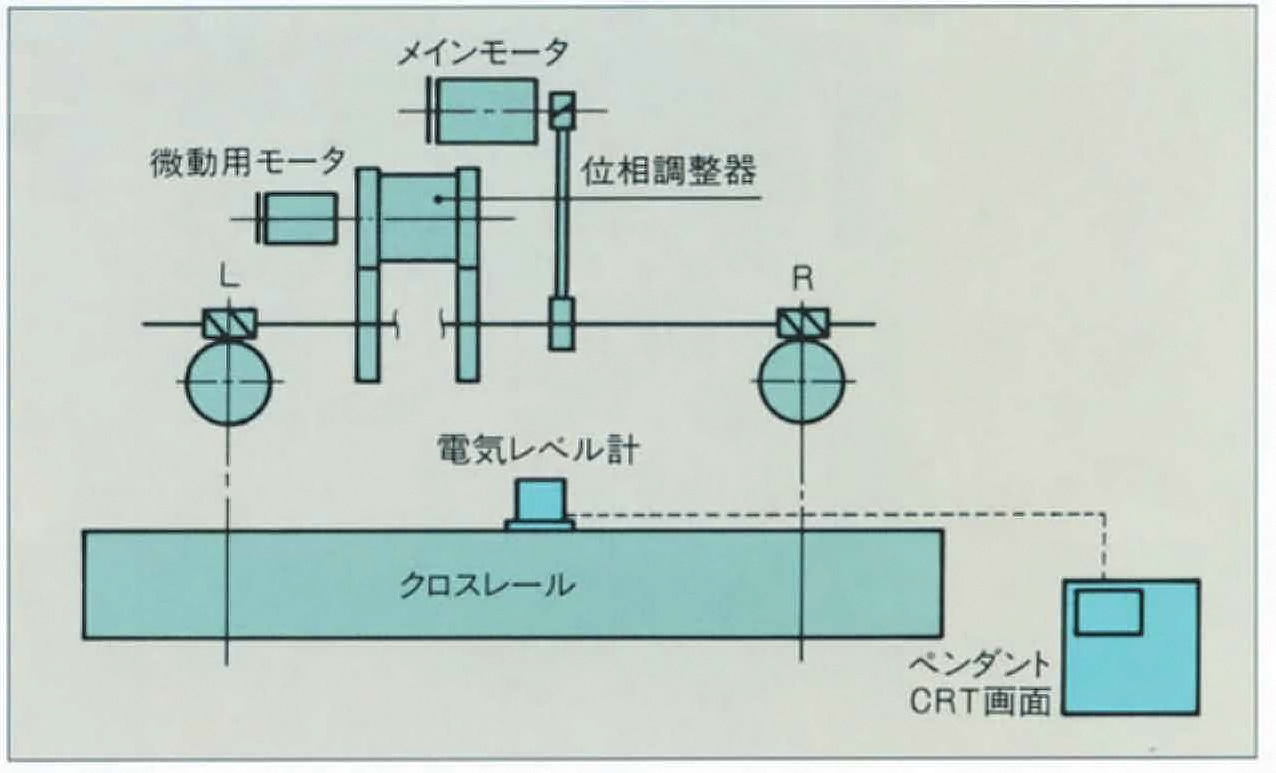
クロスレール平衡微動調整装置
クロスレールのレベルを、ペンダント操作箱のCRT画面表示を見ながら調整が可能です。特別仕様で、プログラムによる自動調整も可能です。
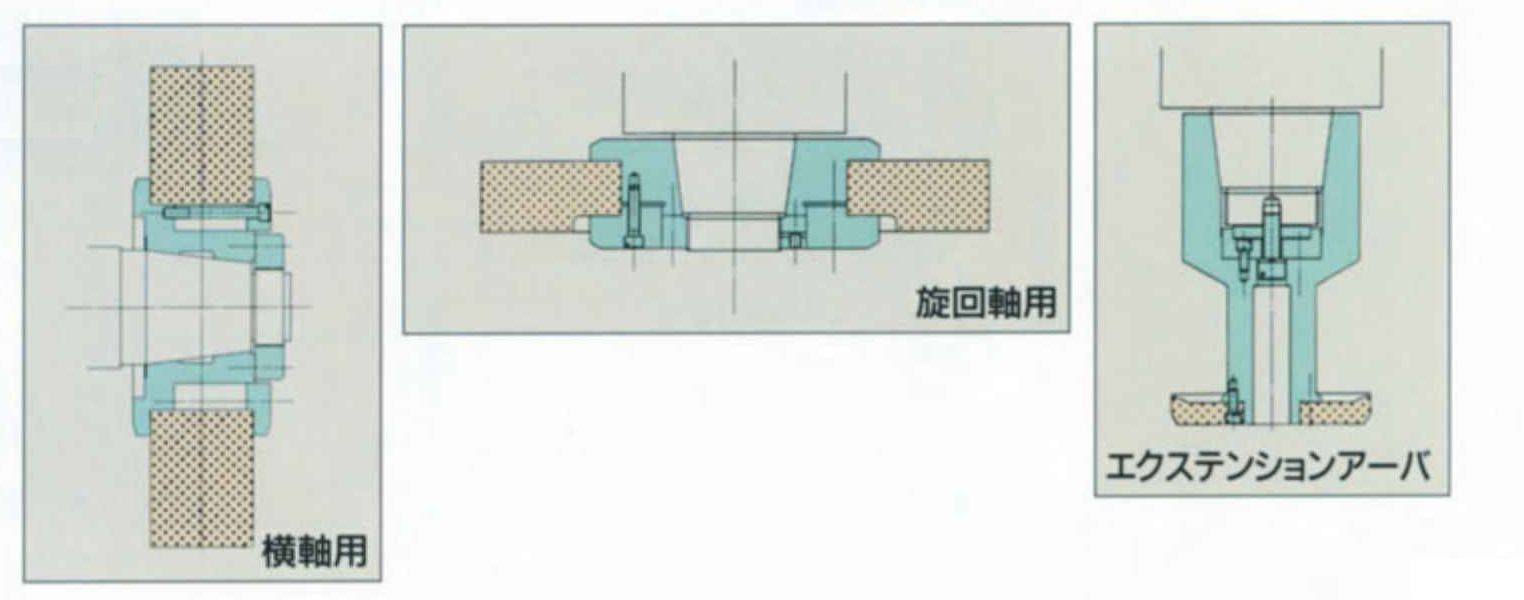
といしフランジ
導入事例
製品仕様
機械の仕様
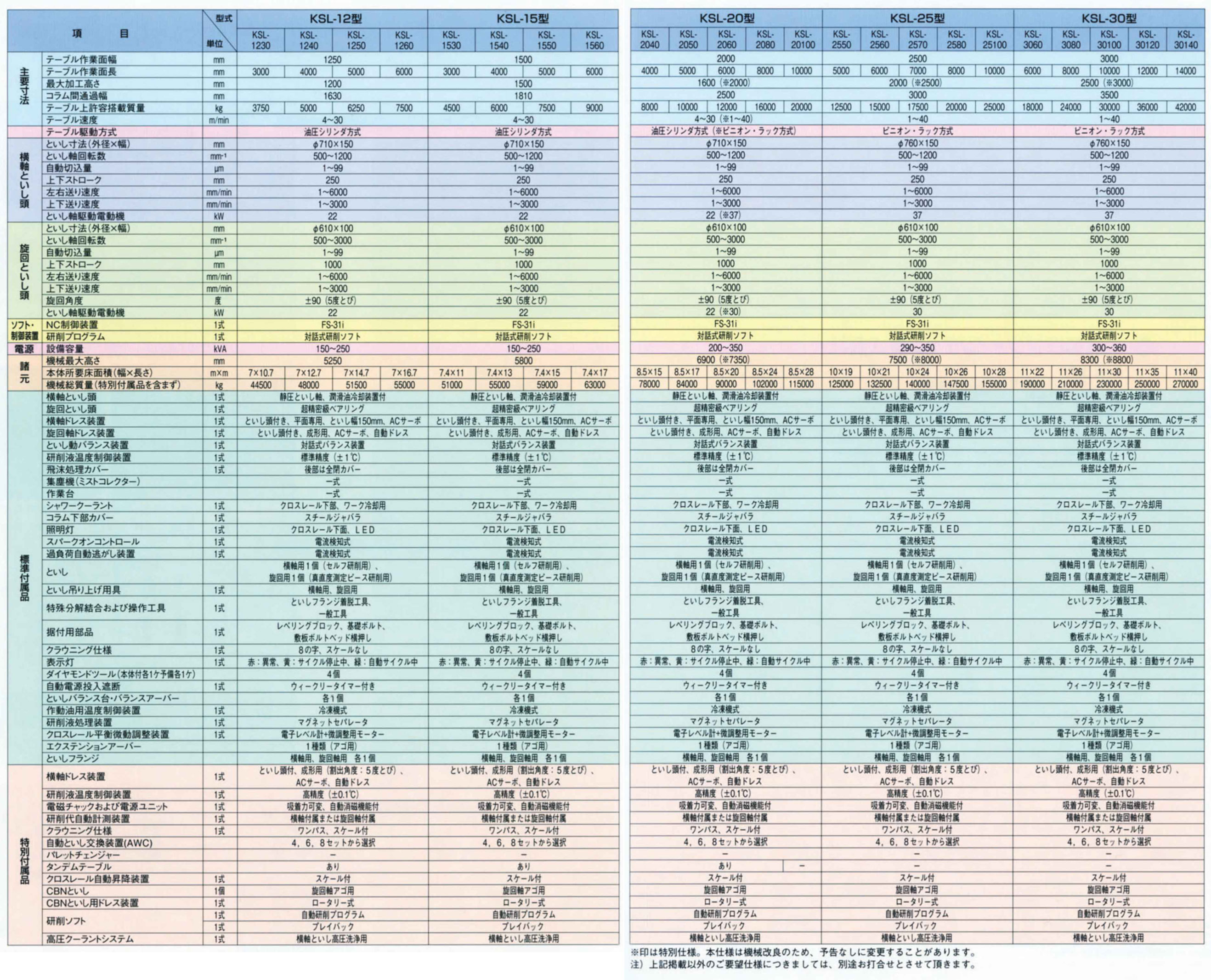
※製品仕様詳細はカタログをご確認ください