适用行业・加工件
磨床 机床 机床部件磨床 各种机械零件 各种机械部件
产品特点
高精度
- 高刚性构造
- 热变形控制
- 精密主轴
- 振动控制
- 精密进给机构
- 磨削液温度控制
丰富的配套技术(特殊附件)
- 磨削量自动测量装置
- 凹凸面磨削装置
- 砂轮自动交换装置
- 可交换式工作台
- 串联式工作台
出色的操作性能
- CRT内置于悬挂式操作箱内(现在位置显示)(磨削程序显示)
- 火花控制
- 数控自动运行
高精度
水平砂轮头

- 采用AC伺服电机・精密滚珠丝杠驱动,能够获得高精度的砂轮头上下・左右进给。
- 导轨面采用贴塑处理,减少了摩擦抵抗。
修砂装置
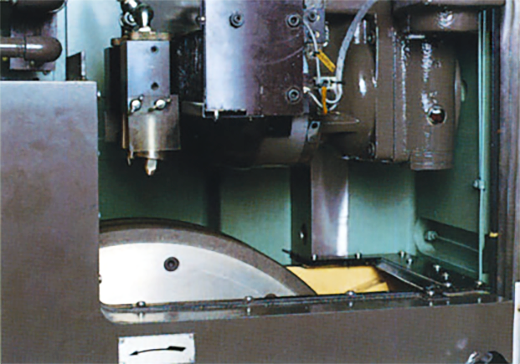
- 修砂装置移动导轨,采用精密加工的燕尾槽式导轨面,油压驱动。
- 平面齿轮耦合分度器(每5度分度),可对成形砂轮的斜面进行自动修整。(特殊规格)
- 修砂进给、砂轮罩开闭等动作,使用磨削程序自动进行。
静压砂轮轴
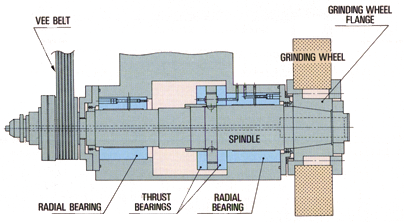
砂轮轴采用高刚性・高精度・低振动静压轴承构造。
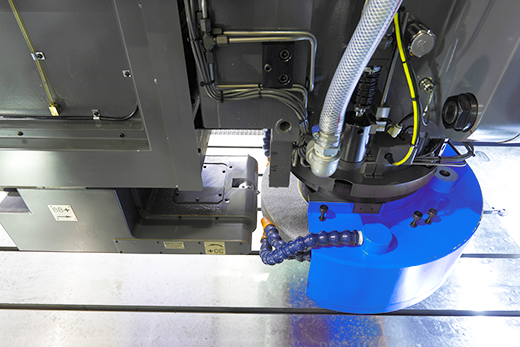
万能砂轮头
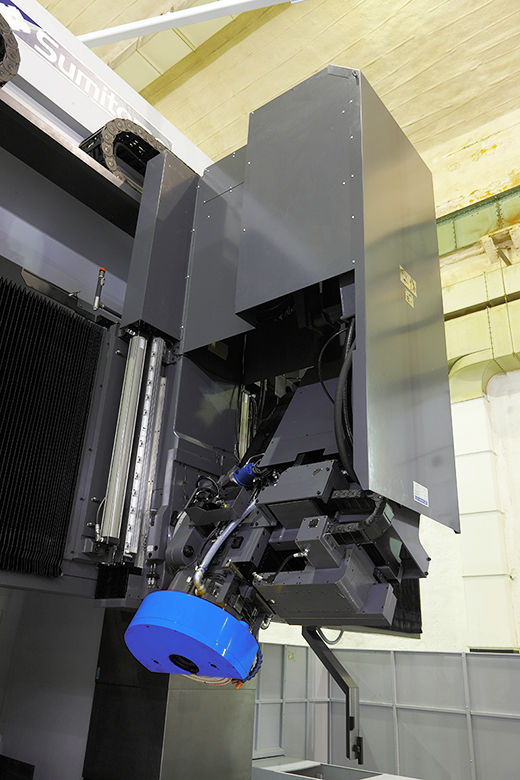
- 砂轮头旋转分度,采用精密平面齿轮耦合分度器,每5度分度,自动实施。
- 采用AC伺服电机・精密丝杠驱动,能够获得高精度的砂轮头上下・左右进给。
- 导向面采用贴塑处理,减少了摩擦抵抗。
- 砂轮修整装置,安装在砂轮头主体上,上下・前后移动,2轴同时控制,对任意角度进行自动修砂。
修砂装置
安装在横梁右端下部的修砂装置,是将砂轮头移动到修砂位置,对各种形状的砂轮进行自动修整。(特殊规格)
主轴
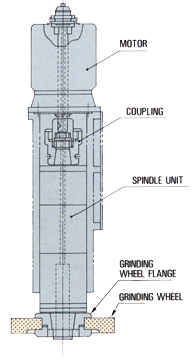
砂轮主轴是采用高刚性超精密级轴承组成的主轴组。
出色的操作性能
悬挂摇臂式操作面板

数控操作盘,内置于悬挂式操作箱上。通过悬挂式操作箱,可操作实现本机所有的功能。各砂轮头移动、工作台驱动、手动磨削及自动磨削的设定・程序编辑・MDI操作等。
设定磨削模式
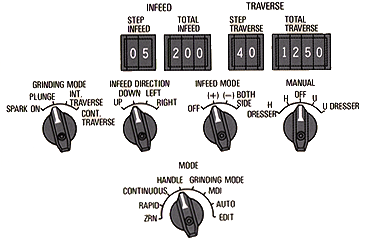
使用切入磨削、横向移动磨削等模式,进行手动磨削时,通过简单的变量数值输入及模式选择开关设定。
火花控制装置
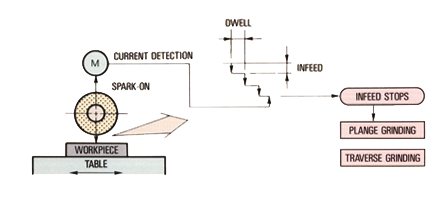
本装置,是使砂轮自动快速接近工件,在接触到工件的瞬间,检知砂轮驱动电机的负荷变动,从而停止快速接近动作的装置。接近方向,水平砂轮头下方向,万能砂轮头上下・左右方向。
CNC自动运行
- 通过数控控制装置,对各砂轮头的上下・左右移动、工作台驱动、修砂等动作进行操作。
- 能够使用充分反映操作者加工经验的数控程序,对批量加工件进行全自动磨削。
- 对于多品种数量少的加工件,操作者可通过简单的磨削模式设定,对工件进行磨削。
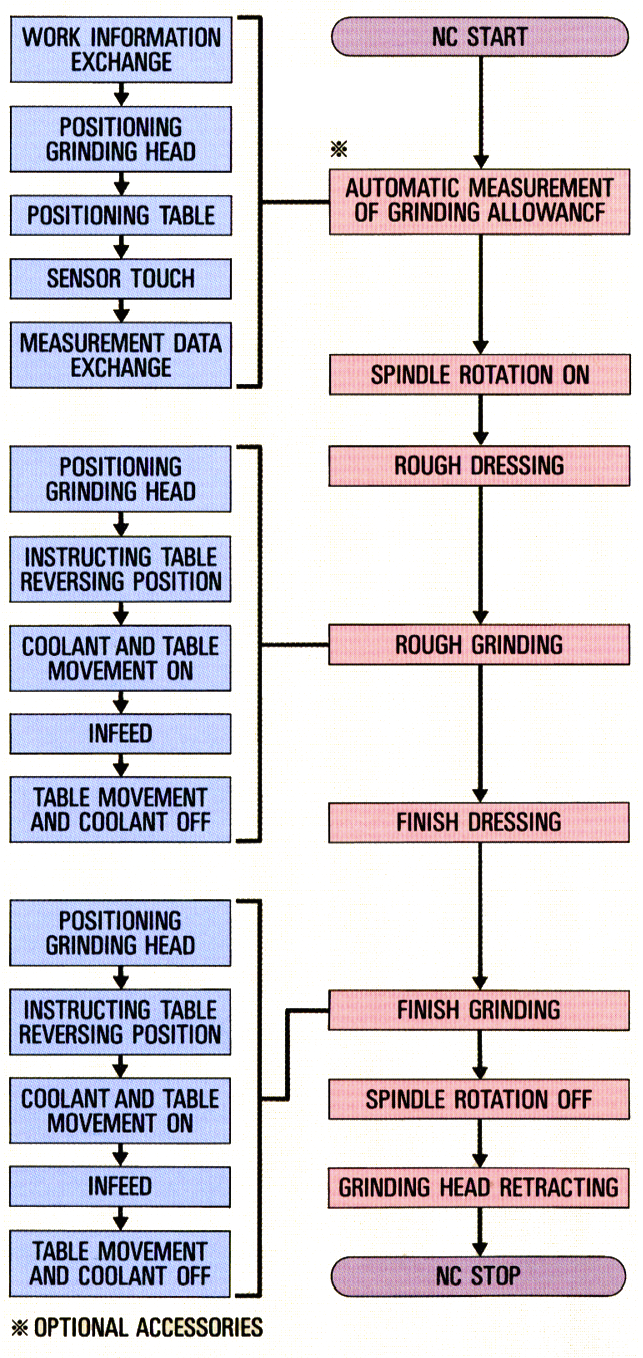
磨削流程图
CNC控制装置概要
| 项目 | 规格 |
|---|---|
| CNC控制装置 | FANUC Series 31i |
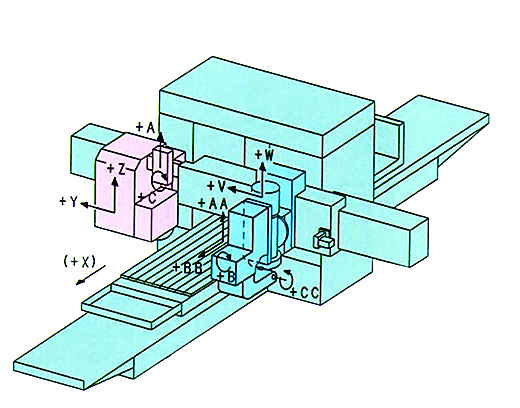
| 控制轴 ( )为附加轴 |
Y, Z, V, W, A, (X), B, *C, AA, BB, CC |
| 同时控制轴 | 4轴(定位及直线间补偿) |
| 最小设定单位 | 0.001mm |
| 磁带编码 | EIA 或 ISO (自动识别) |
| 小数点输入 | 可 |
| 快速移动速度 | 6000mm/min(Y, V轴) 3000mm/min (Z,W轴) |
| 倍率移动速度 | 0%,25%,50%,100% |
| 进给速度指令 | mm/min单位 F4位数直接指定 |
| 进给速度范围 | (手动)0〜1500mm/min(21档) (自动)F4位指定 |
| 倍率进给速度 | 0〜200% |
| LCD&MDI显示屏 | 10.4英寸(*15英寸)彩色&输入键盘 |
| 自定义宏 | 有 |
| 指令方式 | 绝对/增量并用指令 |
| 磁带记忆长度 *1) | 640m *最大20480m |
| 补偿个数 *1) | 999个 *最大2000个 |
| 程序登录数量 *1) | 500个 *最大4000个 |
| 自定义宏 共通变数 *1) | 600个 |
| 原点复归 | 第1、第2 *1) 第3、第4 |
| 位置检出方式 | 脉冲编码器半闭环方式 |
| 坐标系及坐标系设定 | G92, G52, G53, G54〜G59 |
| 各种功能 |
|
*特殊规格
*1) 使用容量中包含本公司标准磨削程序。
丰富的配套技术(特殊附件)
磨削量自动测量装置
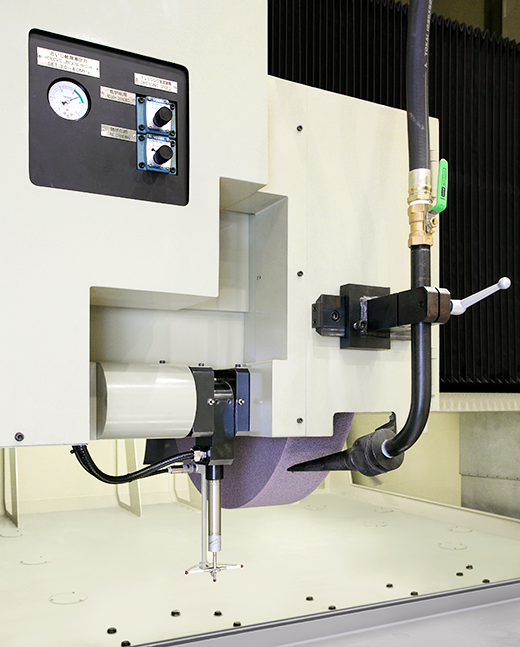
本装置安装在砂轮头上,依据数控程序自动对工件磨削面进行测量。对磨削面位置及工件磨削量的测量结果,自动记忆储存。此装置,可减少加工前人工测量工件所需的时间,并能全自动磨削。
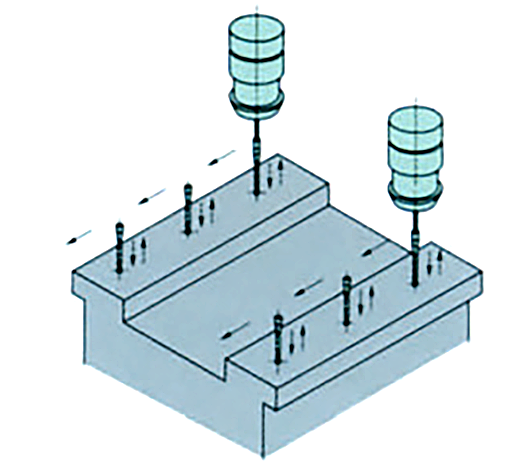
测量磨削量
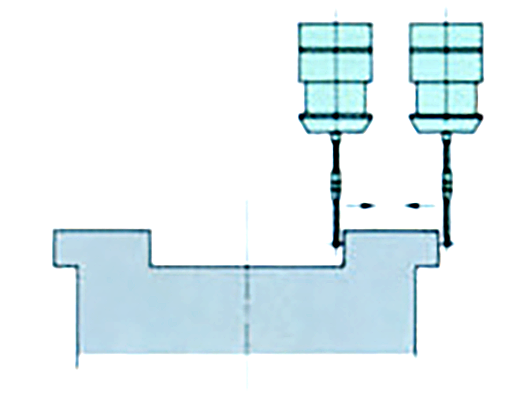
测量厚度
凹凸面磨削装置
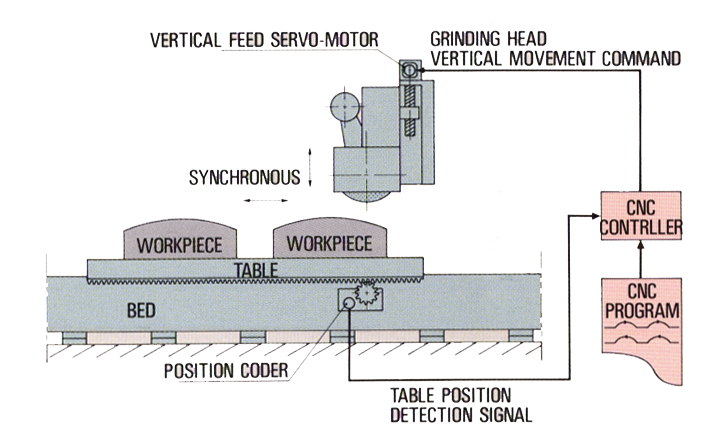
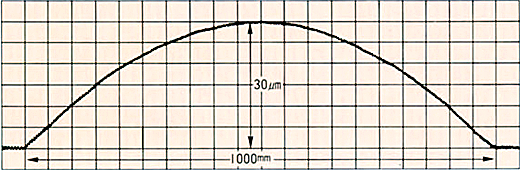
- 使用事先安装的磨削程序,控制砂轮头上下或左右方向(万能砂轮头)的运动与工作台运动同步进行,实现凹凸面加工。这样,即便是非熟练操作者操作,仍能得到稳定的加工面精度。
- 中凸・中凹,依据数控程序设定。可简单的对加工件形状进行变更和追加,并能同时对多件工件进行磨削。
砂轮自动交换装置
- 本装置,是用于各种万能砂轮头砂轮自动交换的装置。
- 砂轮交换时,砂轮・法兰盘及砂轮罩一并同时交换。
- 砂轮法兰盘采用盘形弹簧锁紧方式,松开采用油压方式(拉钉方式)。
- 砂轮交换后,砂轮动平衡自动进行。另外,砂轮储藏方式如下:
- 旋转仓方式(4个)
- 托盘并列方式(储藏数量可追加)

旋转仓式砂轮库

托盘并列方式
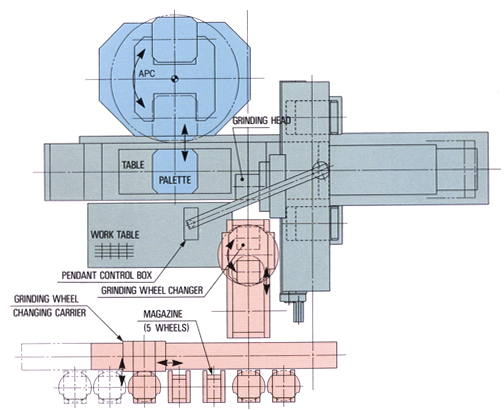
托盘并列方式砂轮自动交换装置
可交换式工作台
8面回转交换工作台
- 大幅度减少工件装卸及准备时间,提高工作效率。同时,可实现无人化加工。
- 根据空间及车间规划,可采用各种交换式工作台。
- 8面回转交换工作台
- 立体交换式工作台
- 与加工中心、5面体加工机的工作台互换,实现全面FA化。
立体交换式工作台
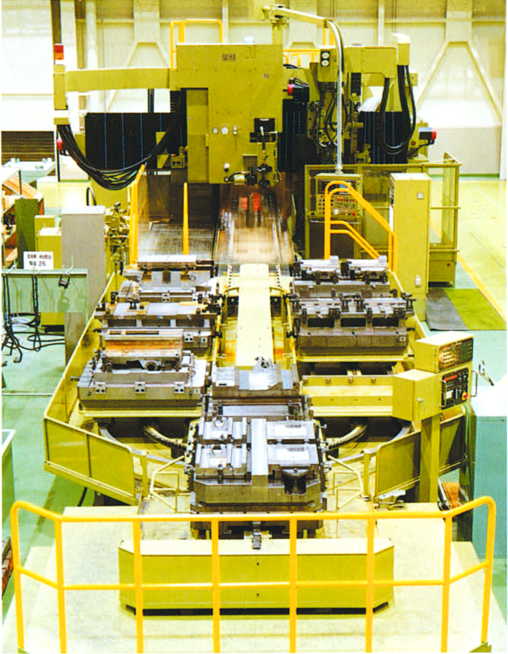
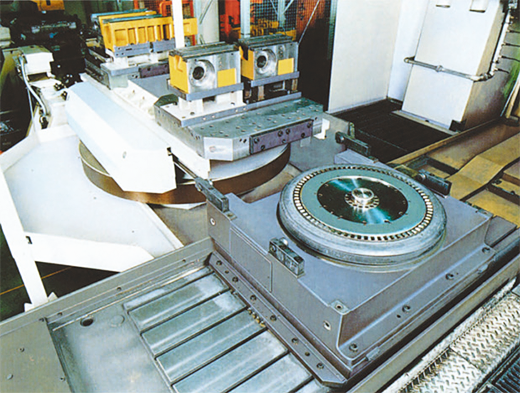
串联式工作台
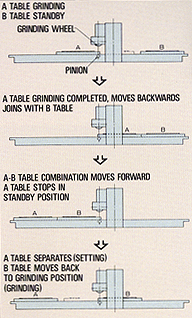
减少准备时间,提高机床使用率,并能对大型工件进行高精度磨削的串联式工作台。
使用工作台A磨削时,工作台B停止,可以完成工件的装卸及测量等工作,从而提高机床的使用率。工作台A、工作台B的连接与脱离,自动进行。另外,工作台A与工作台B,还可以在连接状态下使用,能够对超长工件进行磨削。

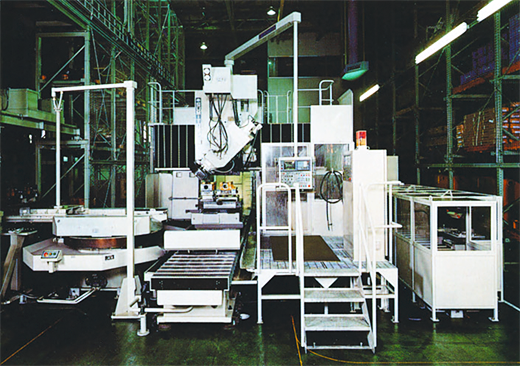
磨削中心
- 装备有,砂轮自动交换装置和交换式工作台装置,横梁为固定型。
- 万能砂轮头(单头式)数控平面磨床。
特殊附件
磨削液处理装置
根据工件・表面光洁度等要求,有以下选择。
- 磁性分离机
- 纸带过滤机 + 磁性分离机磨削液分离装置
- 其它


磨削液温度控制装置

磨削液温度,由设置在磨削液箱上的空调机和加热装置控制,温度始终与机床主体温度保持一致。
控制热变形
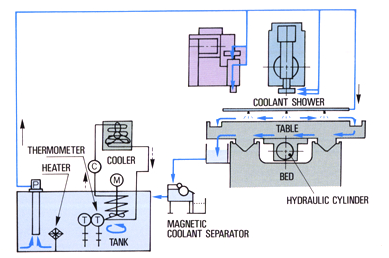
磨削液流经工作台内部,抑制油压活塞发热而引起的工作台主体发生的热变形。从而获得稳定的工作台运动,并能随时进行精磨削加工。
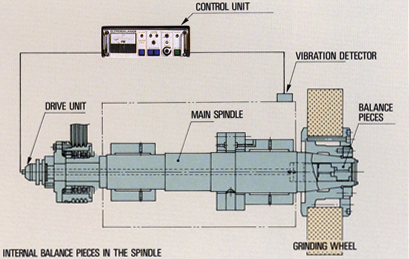
砂轮动平衡装置
砂轮轴旋转中,可对砂轮进行动平衡修正。方式有以下2种。
- 平衡块内藏于主轴的方式
是通过控制调整内藏于砂轮轴前端的2个扇形平衡块的角度,实现砂轮的动平衡调整。 - 对话式平衡装置
是通过对砂轮轴振动值的测量,调整法兰盘上的3个平衡块来实现。相应的调整角度,显示在对话式显示屏上。调整方法简单,一次调整后,可长期维持平衡。

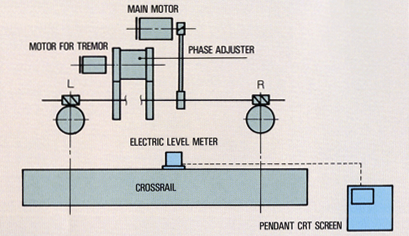
横梁平衡微调装置
横梁水平调整,可通过悬挂式操作箱的CRT画面显示并进行调整。特殊规格,可通过程序进行自动调整。
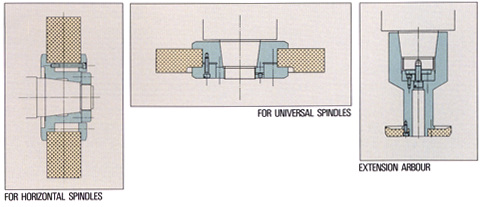
砂轮法兰盘
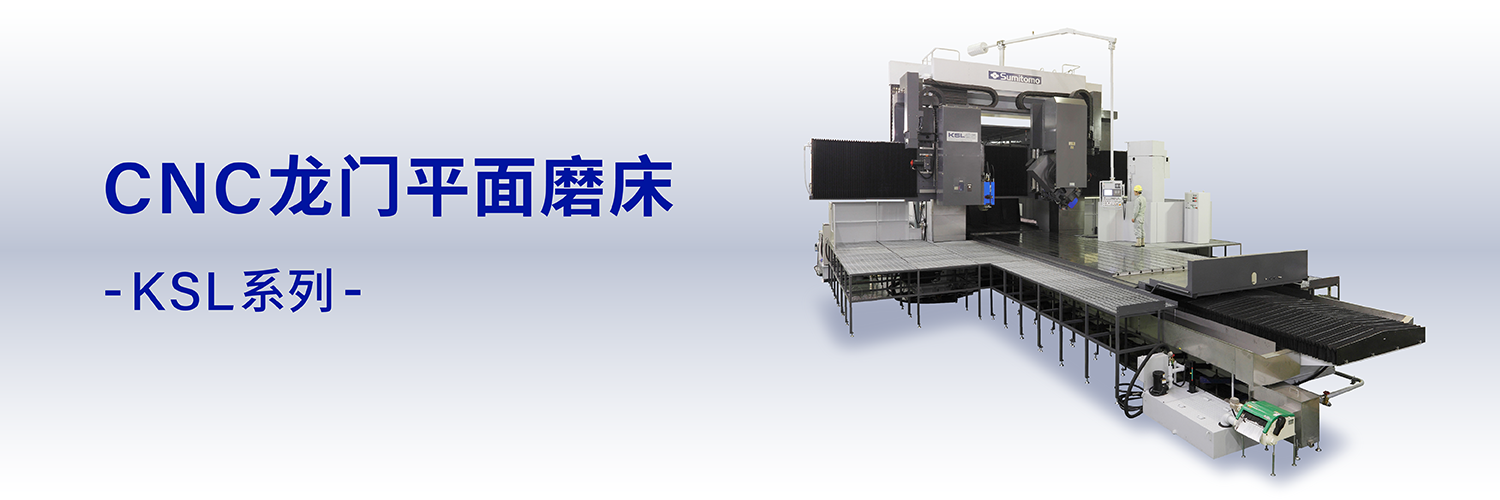
实绩案例
产品规格
机床规格
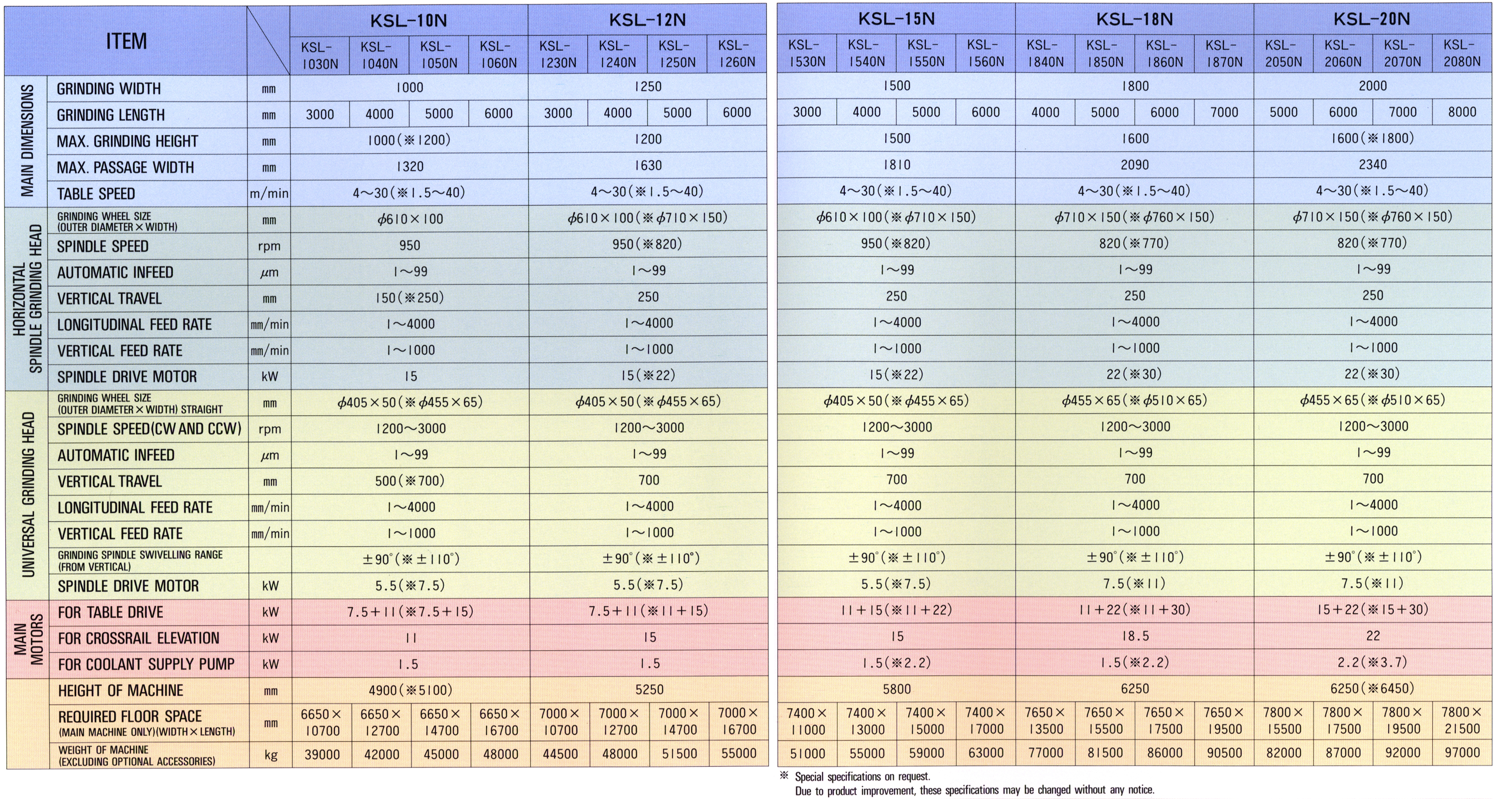
※产品规格请查看目录